目次
手動工作機の汎用旋盤は、高度経済成長期には数多くのメーカーによって製造されて、日本のものづくりを支えました。本記事では、現在でも購入可能な汎用旋盤メーカーと製造停止した代表的なメーカーもご紹介します。最近見直されつつある汎用旋盤に興味をお持ちの方や、過去に旋盤加工をされていた方もぜひお読みください。
汎用旋盤とは
旋盤は工作機械の1つです。ろくろのように回転させたワークに刃物を押し当てて切削します。中でもNC装置が付属していないものを汎用旋盤(または普通旋盤)と呼びます。現在は、NC装置を付加した旋盤が主流です。
汎用旋盤の特徴
汎用旋盤は、段取りから加工まで、ほぼ全ての作業を手動で行う工作機械です。そのため、製品の出来栄えは加工者のレベルに左右されます。この特徴を生かして、主に教育用途で使用されています。ものづくりの現場では、旋盤の用途は少量多品種の加工や急な修正加工です。
NC旋盤の特徴
NC旋盤は、数値制御された旋盤です。ワークのチャック、主軸の回転数やツールの送り・交換は、全てNCプログラムで設定された通りに動きます。そのため、加工のばらつきが少なく、加工時間が短縮できるのがメリットです。設計変更された場合にはプログラムの修正が必要になるのがデメリットです。
旋盤の歴史
旋盤の歴史は古く、エジプトでは紀元前1300年ごろに旋盤が作られたとの記録が残っています。この旋盤は弓を使用してワークを回転させ、切削工具を手動で動かして加工を行っていました。その後、ワークの回転動力は下記のように発展しました。
紀元前1300年 動力:弓を使った人力 エジプト
100年ごろ 動力:足踏み式の人力 古代ローマ
1710年 動力:蒸気機関 イギリス
1910年 動力:電動モーター
金属加工を行う近代的な旋盤は、19世紀に蒸気エンジンの製造用に開発されました。旋盤が、産業革命の進展に大きく貢献したのです。日本では第二次世界大戦時に多くのメーカーが汎用旋盤の生産を開始して、機械部品の大量生産が始まり高度経済成長を支えました。
旋盤の使い方
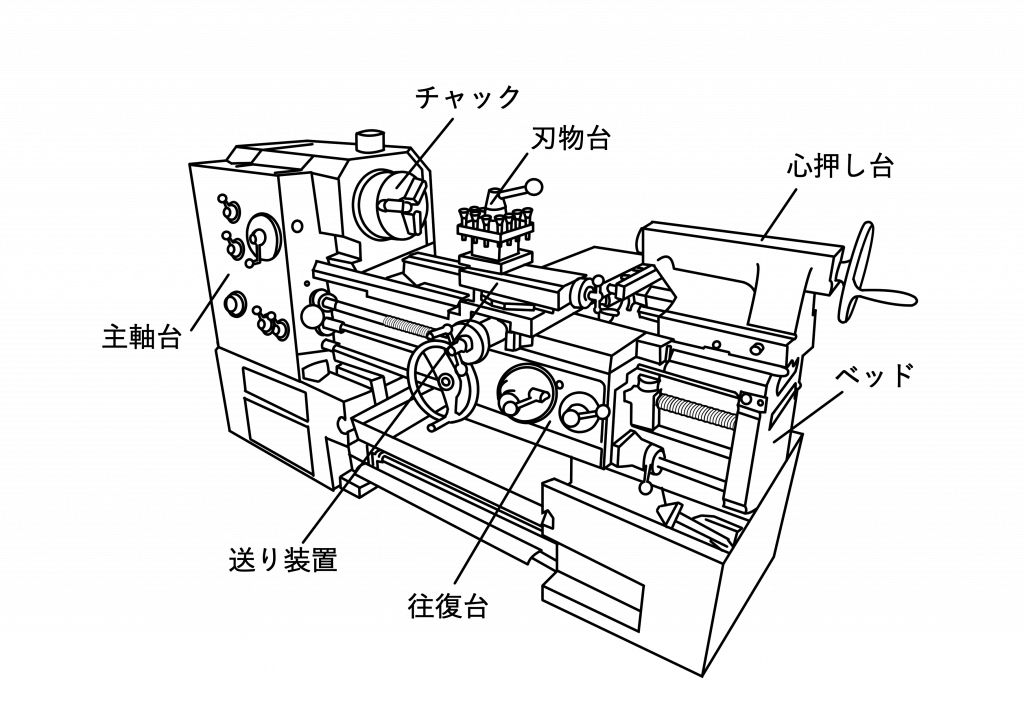
本章では基本的な旋盤を使った加工手順を説明します。旋盤の各部名称は下図を参考にしてください。
1. 加工条件の設定
はじめに加工条件を設定します。ワークの材質と加工する手順をイメージして、各工程で使用する刃物と回転数を決めましょう。この加工条件をいかに早く適切に決められるかが、加工時間の短縮と加工品質向上のポイントです。
次に、決定した回転数で旋盤の暖機運転をしましょう。刃物台を右に寄せた状態で毎分200回転で5分程度、主軸を回転させます。
2.バイトの高さ調整
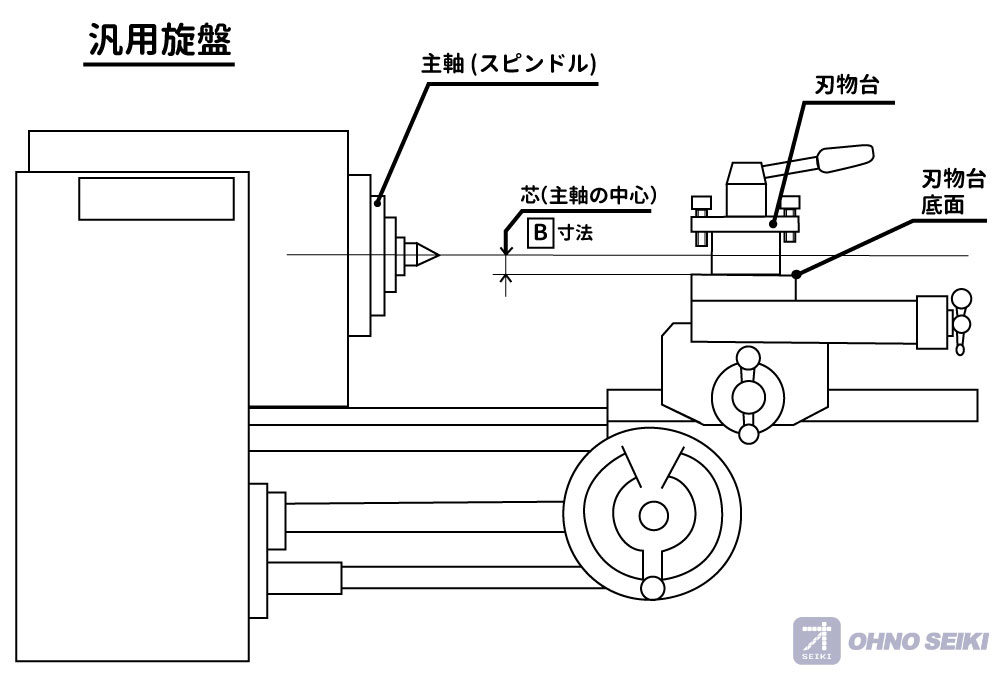
バイトの高さが上図主軸の中心に来るように、刃物の高さを合わせましょう。中心を示す治具を目安に、バイトと刃物台底面との間に敷金と呼ばれる薄い板(シム)を挟んで調整します。高さ調整したバイトと敷金は、セットで保管すれば次回からの調整は不要になります。
3. ワークの固定
チャックにワークを固定します。主軸回転前にチャックを固定するハンドルは必ず外しましょう。ハンドルを外さずに主軸を回転させて、ハンドルを飛ばしてしまう事故がよく発生しています。
4. 面削り
いよいよ加工開始です。まずは工作物の端面を削り平らにします。この時端面の中心に削り残しがあった場合は、バイトの高さが合っていないため再度高さ調整を行います。送りハンドルに振動を感じた場合は、送り速度が早すぎるか切込深さが大きすぎることが考えられるため、加工条件を再検討しましょう。
5. 心立て
端面削りが終わったら、心立てをします。心立てとは端面中心にセンター穴を開ける作業です。センタードリルをくわえたドリルチャックを心押台に取り付けて、工作物の近くに心押台を固定します。その状態でワークの中心にドリルを送り、センター穴を開けます。このセンター穴と端面が加工の基準となるため、この工程は重要です。
6. 外径・突っ切り
長物加工の場合は、ワーク端面のセンター穴にセンター押しを当てます。この状態で外丸削りなどを行い、部品を図面通りの形状に切削していきましょう。通常は、荒削りと仕上げ削りの2回に分けて寸法と面精度を出します。基準端面の反対側の加工が不要な場合は、突っ切りを行い加工は終了です。
7.後片付け
その日の切削が終了した場合は、飛び散った削りカスや切削油を清掃します。特にベッドやチャックに削りカスが残ると、次回の加工時にカスを噛み込んで精度不良に繋がるため、念入りに清掃しましょう。清掃終了後は、刃物台の回転部や摺動部に指定の注油を行います。最後に、刃物台と心押し台をホームポジションである右端に寄せて、片付け終了です。
汎用旋盤の重要性
職業訓練校など機械加工の教育現場では、汎用旋盤加工が教材として採用されています。その理由は、加工条件や手順といった基礎知識を学ぶことができるからです。その基礎知識は他の工作機にも応用できます。
ものづくりの現場では、汎用旋盤はなぜ重宝されるのでしょうか。それは急な設計変更やその場での修正にNCプログラム変更せずに対応できるからです。そのためNC加工全盛の昨今でも、汎用旋盤を1台だけは残している工場もあります。
汎用旋盤の魅力
切削加工歴45年以上のベテラン職人によると、汎用旋盤加工の魅力は次のような点にあるとのことです。
・他の工作機と異なり、人間が刃物を全て動かすため、削ったという実感がある
・加工法を追及しても終わりが無い奥深さや難しさがある
現在でも汎用旋盤を扱っているメーカー
NC旋盤が主流となった今では、新品で購入できるメーカーは限られます。下記の4社は現在でも汎用旋盤をカタログに載せているメーカーです。
株式会社TAKISAWA
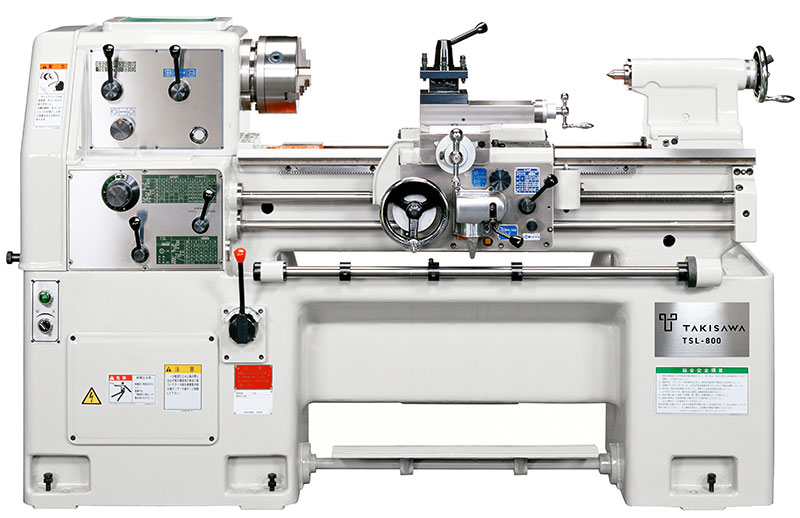
TAKISAWAの旋盤は国内外の企業や教育訓練施設などで使用されています。現在は売上げの約89%がNC旋盤、約4%が汎用旋盤です。旋盤をメインで製造している数少ないメーカーです。
DMG森精機株式会社(ワシノ)
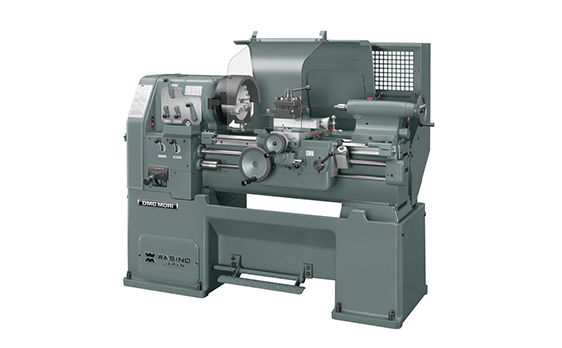
世界2位の工作機メーカーであるDMG森精機株式会社は、現在もワシノブランドの汎用旋盤を製造しています。
ワシノブランドとは、かつて非常に人気があった汎用旋盤を製造していたワシノ内燃機械株式会社がDMGへ事業譲渡したブランドです。長きにわたり多くの人から愛されています。
株式会社サイダ・UMS(ダイワ)

サイダ・UMSは1996年に旧ダイワより汎用旋盤事業を引き継ぎ、製造販売を開始しました。中国などに生産拠点を移動したメーカーが多い中、サイダ・UMSは国産にこだわり汎用旋盤を生産しています。
株式会社池貝

株式会社池貝は明治22年に初の国産旋盤を開発したパイオニア企業です。池貝の汎用旋盤は基本構造がしっかりしており、長い時間使っても疲れづらいということで、高度成長期においては非常に人気のある工作機械でした。ただし、価格が非常に高価だったため、当時は大手企業で使われることが多かったです。現在は台湾資本となりましたが、汎用旋盤をラインナップし続けています。
参考文献:【友嘉実業集団】台湾企業が工作機械の池貝を買収(M&A Online)
過去に汎用旋盤を製造していたメーカー
次に、過去に汎用旋盤を製造していたメーカーを紹介します。現在は中古工作機販売店でみることができます。
ヤマザキマザック株式会社

4大工作機メーカーのひとつとなったヤマザキマザックは、かつて汎用旋盤を製造していました。現在はNC旋盤などを製造しています。
https://www.mazak.jp/machines/process/CNC-turning/
オークマ
ヤマザキマザックと同じく4大工作機メーカーのひとつであるオークマも過去には汎用旋盤を製造していました。
https://www.okuma.co.jp/product/index.html#lathe
豊田工機
現在のJTEKTとして光洋精工と合併する前の豊田工機は、設立当初に豊田自動織機から引き継いだ旋盤を製造していました。
大日金属工業株式会社

大日金属工業は現在CNC旋盤が主力のメーカーで、精密旋盤などもラインナップされています。過去には大型の汎用旋盤を製造していました。
株式会社エグロ

エグロは過去に江黒鉄工所として汎用旋盤を生産していました。現在は特に精密小型CNC旋盤、精密小型マシニングセンタ、無人化システム各種工作機械等の製品を製造しています。
株式会社長谷川機械製作所

長谷川機械製作所は、過去に小型精密旋盤を製造していました。現在はCNC旋盤がラインナップされています。
昌運工作所

昌運工作所は、フランスのカズヌーブ社と技術提携し精密旋盤を製造していました。価格は通常品の2〜3倍だったので、高精度加工用の特殊品という位置付けでした。現在は三宝精機工業株式会社がメンテナンスやオーバーホール等を引き継いで行っています。
津田製作所

津田製作所は1980年代まで活動していた旋盤メーカーです。汎用旋盤や正面旋盤といった旋盤に特化し、大径素材の加工を得意としていました。
株式会社ブルーライン工業

ブルーライン工業は四国に存在した旋盤メーカーです。5.5尺旋盤などニッチなサイズの汎用旋盤にこだわって製造していましたが、残念ながら倒産しました。
その他の旋盤を製造しているメーカー
本章では汎用旋盤以外の旋盤メーカーを紹介します。
中村留精密工業株式会社

株式会社唐津プレシジョン
唐津プレシジョンは、タービンローターのような大きな部品を切削するための大型旋盤を製造しています。
シチズンマシナリー株式会社
シチズンマシナリーではNC旋盤を製造しています。もともと時計用の旋盤を製造していたシチズン時計が、国産初のカム式自動旋盤を製造した宮野鉄工所を吸収合併する形でできた会社です。
高松機械工業株式会社
高松機械工業では、NC旋盤に複数スピンドルやターレットなどを合わせた複合加工機を製造しています。そのほかに旋盤のチャックや自動車部品、銀杏の殻割り機なども製造するメーカーです。
村田機械株式会社
村田機械ではターニングセンタを製造しています。ターニングセンタとはNC旋盤をベースに、マシニングセンタの機能を追加した工作機械です。
株式会社FUJI
FUJIは複合加工機をはじめ、NC加工機、産業用ロボット、宅配用ロッカーなど多種多様な製品を製造しています。
西部電機株式会社
西部電機では小型のNC旋盤やワイヤ放電加工機を製造しています。
株式会社オーエム製作所
オーエム製作所では、立型旋盤をはじめターニングセンタや研削盤を製造しています。これらの工作機は、鉄道車両の車輪などに利用されています。
株式会社キリウテクノ
キリウテクノでは、立型のNC旋盤やターニングセンタを製造しています。立型NC旋盤はエンジンのピストン外径の精密な楕円断面を切削することができます。
汎用旋盤の導入の留意点

選定
新品の汎用旋盤を生産しているメーカーは少なくなり、導入するモデルの選択肢は限られてきました。状態の良い中古機の導入も検討しましょう。新品を導入する場合は機械工具商社に、中古を導入する場合は中古機械販売業者にコンタクトします。
コスト
汎用旋盤を導入する場合のコスト想定は下記の通りです。
本体費用:新品だと約200万円、中古20〜100万円
バイト・治具:10万円
ランニングコスト(スローアウェイチップ・オイル・電気代):月に1万円以下
エンドミルを使うフライス盤などと比較すると、汎用旋盤の治具・工具やランニングコストは非常に安価です。
メンテナンス
旋盤のメンテナンスの基本は、前述した清掃と注油です。これを欠かさず正しい加工条件で使用していれば、旋盤はそう簡単に摩耗したり故障することはありません。使用後は、ベッドのたわみを防ぐために往復台を右端へ移動させることが大切です。
故障した場合
メンテナンスを行っていても、故障してしまった場合はどうすれば良いでしょうか?製造したメーカーに依頼するのが確実ですが、メーカー自体がなくなっている場合がほとんどです。修理依頼先としておすすめするのは、加工機械修理業者です。
NC装置が含まれない汎用旋盤の場合は構造が単純なため、大抵の故障は加工機械修理業者が直せます。修理業者はインターネットの他、同業者や中小企業振興センターの紹介で見つけることができます。
まとめ

汎用旋盤は切削加工の基本を学ぶ題材として、また試作などの少量生産品や急な修正加工を行う際に、なくてはならない存在です。生産するメーカーこそ少なくなってきましたが、中古市場では多くの古き良き時代の汎用旋盤が売られています。NC加工機全盛の今ですが、汎用旋盤を見直してみるのも良いかもしれません。