
目次
NC工作機械 マシニングセンターやターニングセンターが稼働する工場で、なぜハンドルで操作する汎用機械が無くならないのか気になっている人は多いでしょう。5軸加工機や複合旋盤、ロボットによる自動化が進む工場で古くから親しまれている汎用機械がどのように活躍しているのか、現代の工場でも必要不可欠な理由を解説します。
汎用工作機械とは?
NC工作機械と汎用工作機械とのちがい
NC工作機械は自動加工 汎用工作機械は手動加工
NC工作機械とは“数値制御”を意味する「Numerically Control」の略語です。Gコードと言われるプログラム言語によって“自動”で機械加工を行います。現在の工場で使用されている工作機械のほとんどは、このNC工作機械です。一方で、汎用工作機械はハンドル操作を行い“手動”で機械加工を行います。

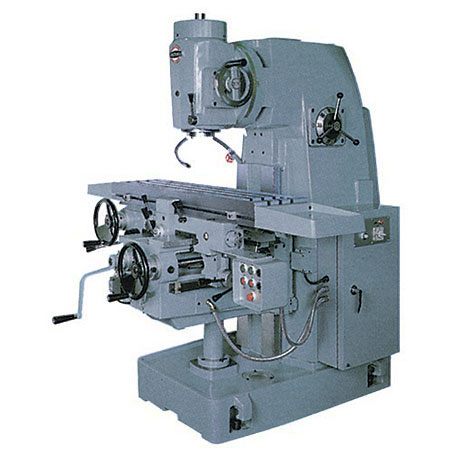
立形マシニングセンターとフライス盤の比較です。ブラザーの右側についている画面とキーボードがNC装置と言われプログラムコードを入力するユニットです。静岡鐵工所のフライス盤の場合、NC装置は搭載されておらずXYZの3軸をハンドル操作で“手動”で動作させます。

NC工作機械は高精度と再現性 汎用工作機械は職人のカンコツ(勘・コツ)
NC工作機械の特徴としては、プログラム Gコードを作成してしまえば高精な加工を再現度高く実施することができます。一方で汎用工作機械の場合は、画像2のようにハンドルに記載されているメモリを確認しながら職人が手動操作をして加工するため、加工品の品質や時間は作業者のカンコツに依存します。
ただし、NC工作機械のようにプログラムコードを作成する必要がなく加工に対して、直観的にハンドルで機械を動作させることができます。熟練工になると加工中に両手を使用してハンドルを回して2軸を同時に加工する者もいます。
NC工作機械は量産で効果を発揮 汎用工作機械は単品加工で効果を発揮
NC工作機械はプログラムにより高精度で早い加工が安定して行えるため、量産できます。一方で汎用工作機械はプログラムを作成するのが手間になる単品加工(1品)に長けています。
熟練工が図面を見てハンドル操作をすることで、プログラムを作成するより早い時間で加工が完了します。汎用工作機械と比較して導入コストが高いという点がありましたが日本の高度成長期に量産をする仕事が増え、工場の主役は汎用工作機械からNC工作機械に変わりました。現在ではほとんどの工作機械はNC工作機械となっています。しかし、近代化を遂げた生産現場でも汎用工作機械はまだまだ現役です。
汎用工作機械の種類3選
汎用フライス
汎用スライスは主に角材やプレートを切削加工する機械です。主軸に工具を保持し回転させ、テーブルにジグで固定したワークを加工します。軸の動作はハンドル操作によってXYZ軸の3軸を動かして切削加工を行います。ハンドルには目盛りがあり、この目盛りを目視で確認しながら必要な量だけハンドルを回し加工を行います。工具の交換は手動で行います。クーラントの自動吐出などもなく、切削油はハケをつかってワークに油をさします。切粉の処理についても手動でハケを使って回収します。
移動軸は摺動面となっており定期的に油をさすメンテナンスが必要です。また、安全カバーなどもなく加工時は怪我のないよう注意が必要です。切粉が飛んでくることもあるのでゴーグルの着用が必須、さらに主軸回転に服や手が巻き込まれないように注意しなければなりません。もちろん、NCマシニングセンターの様な補正機能はありませんので、熱変位や工具長などはオペレターによる調整が必要です。したがって、加工品の品質や加工時間はオペレターによって異なり、生産品質は属人化します。

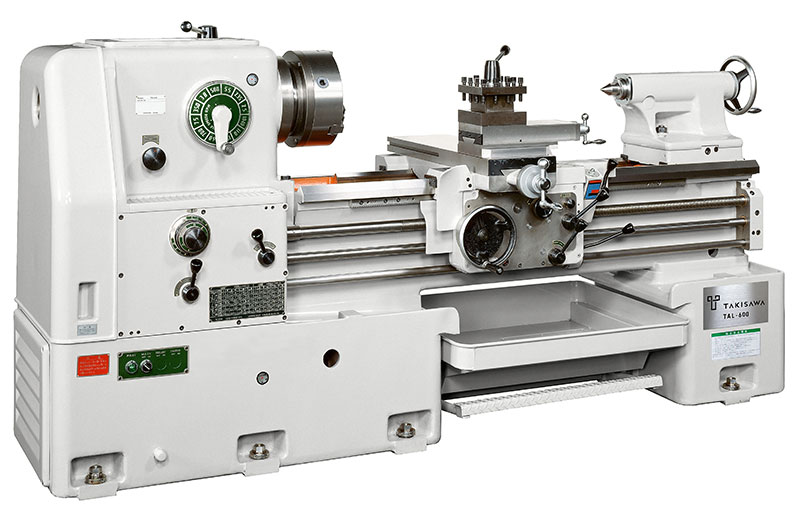
汎用旋盤
汎用旋盤は丸材やピンを加工する機械です。主軸にワークを保持し回転させ、固定された工具をXY軸の2軸をハンドルで操作して切削加工を行います。汎用フライスと同様にハンドルに目盛りがあり目視で確認しながら加工を行います。汎用フライス同様カバーがないため、切粉の排出や油、安全性についても細心の注意が必要です。
ワークを保持する際にチャックハンドルを使用してクランプ、アンクランプを行います。このチャックハンドルを刺しっぱなしにしての主軸回転による事故が多発しているため、チャックハンドルを必ず取り外すということを指差し確認して使用してください。熟練工になるとX軸・Y軸を同時にハンドル回転させ加工時間の短縮をはかることも可能です。
ボール盤
ボール盤は穴あけ加工に特化した汎用機械です。主にプレートや角材に穴加工を行います。主軸にドリルを搭載し、ハンドルを回しながらZ軸をおろして穴あけ加工します。穴あけ時にトルクを変更するのに主軸上部のベルトを手動で交換します。見た目はフライス盤と似ていますが、Z軸のみの稼働で、X軸Y軸はありません。
参照:福島県ハイテクプラザ
https://www.pref.fukushima.lg.jp/site/hightech/
なぜ汎用工作機械は工場からなくならない⁉3つの理由
プログラムを作成しなくていいので、ジグの作成、標準品や加工品手直し、簡易部品の単品物は汎用工作機械の方が圧倒的に早い
ジグの作成がスピーディー
製品を作成する為にワークを保持するためのジグ。簡単なジグの作成をする場合、NC工作機械で加工する際はプログラムを作成し原点を設定するなどの「段取り時間」が必要です。汎用工作機械の場合は必要な箇所を目視で確認し、スケールやノギスで測った加工箇所にマジックなどで印をつけすぐに加工することができます。
NC工作機械で必要な「段取り時間」を削減することができ圧倒的なスピードでジグを作成できます。例として今まで使っていたジグに穴を追加する、溝を延長するといった場合にフライス盤、ボール盤ですぐに加工ができるというメリットがあります。
カタログ規格品や加工完成品の手直しがスピーディー
ミスミやモノタロウから購入したカタログ規格品に追加工する場合や NC工作機械で加工した完成品の手直しなども、NC工作機械ではプログラム作成の「段取り時間」が必要ですが、汎用工作機械では不要です。例えばミスミで購入したピンの長さを変更したい場合、汎用旋盤であればプログラムを作成することなく、短時間で追加工が可能になります。
簡易部品の単品、多品種少量
ジグやカタログ規格品だけでなく製品の加工も、汎用機械の方が加工時間が早いケースがあります。プレートに穴を4か所あけるなどの仕事で個数がそれほどなければボール盤などで加工してしまった方が早いケースがあります。逆に同じくプレートに穴を4か所あけるだけの仕事でも数が20個以上や継続的に毎月加工するのであればNC工作機械でプログラムを作成して加工する方が良いでしょう。 このようにトータルでかかる時間を考慮して汎用機械かNC工作機械かを判断することが上手な使い分けといえますし、DX化が進んだ先進的な工場でも汎用工作機械が設備されているのです。
機械加工基礎の勉強としても優秀
ハンドルで操作することで工作機械の構造、駆動方式が理解できる
NC工作機械は安全性の観点、自動運転するということからフルカバーで機械が覆われています。よって機械がどの様に稼働しているのか、軸がどれだけあるかなどがわかりづらくなっています。更に加工プログラムをCAD/CAMで作成し加工原点なども自動的にタッチプローブで測定するなど最新の工作機械を操作しているオペレーターは機械構造について理解を深めるのが難しい状況です。汎用機はハンドルを回すとによって対象の軸が稼働するので機械構造を直観的に理解できます。特にフライス、旋盤の違いを理解でき、その延長線上にある5軸加工機や複合旋盤への理解が深まります。5軸加工機や複合旋盤を使用する際に熱変位の仕組みやその対策方法などを考える上で汎用機を操作することで得られる機械構造の理解は非常に役立ちます。
ハンドルで操作することで切削条件を肌で感じられ理解が深まる
工具の消耗や加工負荷を掛けすぎたことによる欠損などNC工作機械では結果として目視するだけですが、汎用工作機械はハンドル操作によって機械の変化が人間の手にフィードバックされます。例えば刃物が消耗して切削能力が落ちてきた場合にハンドル操作が重く感じたり、加工負荷を掛けすぎた場合に振動が発生するなど直観的なフィードバックによって加工における切削条件の重要性を理解することができます。
ハンドルで操作することで数値制御で自動加工できるNC工作機械の利点を理解できる
汎用工作機械で製品を量産した場合、どうしても手作業になるので品質にばらつきが発生します。それはハンドルを手動で操作するという「変数」が沢山存在している為です。一方でNC工作機械はプログラムを作成すれば「変数」の要素が汎用工作機械と比較して大幅に減少します。ワークをセットする段取り作業さえ安定して作業できれば品質の差が殆どなく同じワークを加工できます。このように汎用工作機械で加工を行った経験があれば、NC工作機械のメリットに気がつくことができます。
汎用機械メーカー5選
フライス
株式会社静岡鐵工所
静岡鐵工所の立形フライス盤 はニータイプ、ヒザ型と言われZ軸はテーブルが上下する構造となっています。これは製造コストを安価に抑えることと加工時に加工物が目線に近づき視認性が良くなるというメリットがあります。
テーブルの上昇によって目線が合うことにより、小径エンドミルなどを目視しながらの加工に向いています。一般的に小型精密ワークの加工を目的に静岡鐵工所を導入する工場が多いです。
参照:http://www.shizuokatekko.co.jp/machines.html
株式会社山崎技研
山崎技研の立形NCフライス(汎用タイプ)はベッド型と言われZ軸は主軸が上下します。テーブルが固定されることで剛性が確保され、ストローク(可動域)に比べテーブルサイズを大きく確保することができます。したがって、大型のワークを搭載することができます。
カバーが無いのでオーバーハングしたワークを搭載される場合も多いです。テーブルサイズより大きいワークを搭載するのはNC工作機械では対応できない汎用機ならではの特徴といえます。また特徴としてNC装置も搭載しておりプログラムによる自動運転も可能です。

参照:https://www.yamasakigiken.co.jp/products/general-milling/
旋盤
株式会社池貝
池貝の汎用旋盤は切削性の高める「めくら形リブ形状ベッド」を採用しています。切削時の剛性を確保するため主軸を太くしており、貫通穴はφ56まで対応できます。創業から120年の歴史があり旋盤の老舗です。

参照:http://www.ikegai.co.jp/03product/01_14.html
株式会社TAKISAWA
タキサワはNC旋盤も製造していますが、現在でも汎用旋盤のラインナップを残しているメーカーです。タキサワ独自のソフト「らくらく名人」によりNCプログラムを必要とせず自動加工を行えます。もちろんハンドルでの操作も可能で、NC旋盤と汎用旋盤の良いとこどりの機械です。
参照:https://www.takisawa.co.jp/product/fs/tsltal/index.html
ボール盤
株式会社キラ・コーポレーション
キラ・コーポレーションのボール盤はラインナップが多く用途別に選定できます。

参照:https://www.kiracorp.co.jp/
まとめ
汎用工作機械とは手動ハンドルで操作する加工機械です。NC工作機械と比較して簡単な加工は圧倒的に早いという特徴があります。このような特性から、DX化、自動化が進んでも工場から汎用工作機械の需要は無くならないと言えるでしょう。それぞれの用途を把握して、目的にあった機械を使い分けることが重要です。






