目次
製造現場において顧客からの信頼を得るためには、品質管理が重要です。品質管理における分析手法の一つに“QC7つ道具”があります。この記事で分析方法を習得して、品質管理を実践してください。
QCとは
Quality Controlの略称で、品質管理のことを指します。品質管理とは、顧客が求める品質を担保するための取り組みのことです。品質を保つことで顧客からの信頼を掴み、歩留まりの良い生産現場を構築することができます。
関連リンク:QC(品質管理)とは?QCサークル活動についても紹介
QC7つ道具とは
品質管理を実践するためには様々なデータの取得が必要です。QC7つ道具は、取得したデータを分析するためのフレームワークです。データ分析により問題点を発見し、品質リスクを回避することが出来ます。
QC7つ道具の使用場面
品質管理はQCストーリーという進め方に沿って行うことで、効果的に実践することができます。QCストーリーは以下の図に示すような流れで実施します。
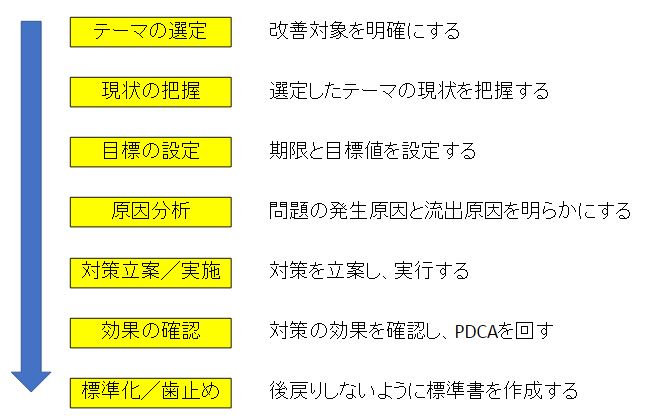
QC7つ道具は主に「現状把握と目標設定」「要因の解析」「効果の確認」の3つのステップで使用します。
QC7つ道具を紹介
QC7つ道具の特徴を知ることで、分析内容ごとに適切な手法を選ぶことが出来ます。ここでは、それぞれの特徴を解説していきます。
1. パレート図
パレート図は棒グラフと線グラフを組み合わせた図です。品質管理では不良やチョコ停発生原因の中で、何が大きい割合を占めているかを確認するときに使います。
ここでは、下記のパレート図を例に挙げて具体的に説明します。この場合、停止原因の中で吸着エラーの割合が大きくなっています。このように割合の大きいものから改善していくと効果が出やすくなります。
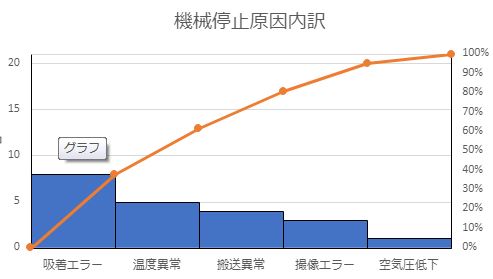
また、パレート図はエクセルで作成することができます。作成時に注意する点は下記の通りです。
・折れ線グラフの左端は0の位置にあること
・縦軸の上限値を集計した回数の合計にすること
2. 特性要因図
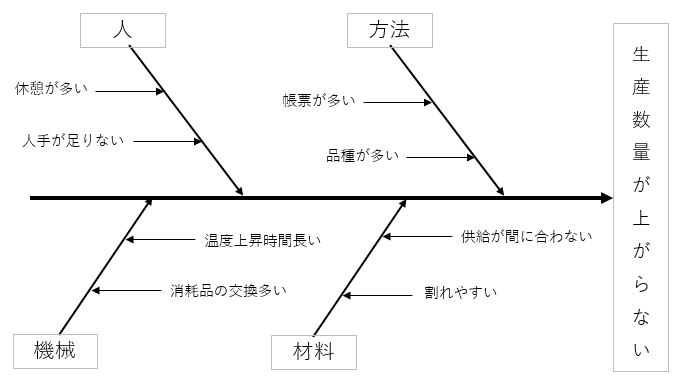
図の形が魚の骨に似ていることからフィッシュボーン図とも呼ばれます。ある問題に対してその要因を洗い出すときに使います。その問題が発生した要因を、なぜを繰り返す「なぜなぜ分析」で洗い出していきます。一般的に4M(Man・Method・Machine・Material)に沿って仕分けしていきます。
具体例を下記に示します。
図の一番右に解決したい問題を記入します。それに対し、4M(人・方法・機械・材料)の観点から、問題がなぜ発生しているのかを記入していきます。
このなぜの部分を大骨と呼びます。ここでは省略していますが、大骨に対する原因(小骨)も記入していくと、さらに原因を深彫りすることが出来ます。
特性要因図はエクセルで作成することが出来ます。また、テンプレートも存在していますので、活用してみてください。
参考文献:特性要因図テンプレート (https://templateexcel.com/blog-entry-892.html)
3. グラフ
グラフはデータを視覚的に捉えたり、時系列の変化を表すときに使用します。主なグラフとしては、折れ線グラフ・棒グラフ・円グラフ・帯グラフ・レーダーチャートがあります。
ここではそれぞれの特徴のみ解説します。
・折れ線グラフ:時系列で変化する値の推移を表したい場合に使用します。
・棒グラフ:項目ごとに値の大小を比較する場合に使用します。
・円グラフ:各項目が占める割合を視覚的に表現する際に使用します。
・帯グラフ:複数のデータを異なる群との間で比較する際に使用します。
・レーダーチャート:複数のデータの傾向を掴む際に使用します。
それぞれの詳細は下記を参考にしてください。
参考文献:QC7つ道具の使い方 (https://www.consultsourcing.jp/5102)
4. ヒストグラム
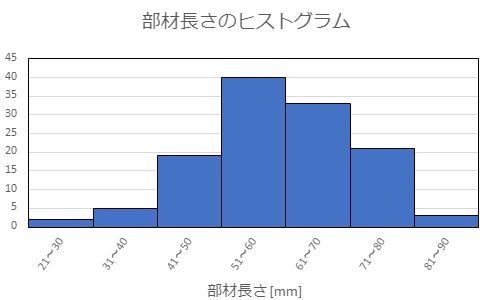
ヒストグラムは横軸に区間を設けて、縦軸に度数を表現したものです。主に品質のバラツキなどを把握するときに使用します。棒グラフとの違いは、棒グラフはそれぞれの棒が独立した項目を表しているのに対し、ヒストグラムは全ての棒が連続したひとつの項目を表している点です。
ヒストグラムは形を見ることで工程の異常を発見することができます。
きちんと管理されている工程では下図に示すような左右対称に近い山形になります。これを一般的に正規分布と呼びます。
しかし、この山がふたつあったり、離れたところに小島上のデータが出ている場合は注意が必要です。この場合、異常値が含まれていたり、異なる種類のデータが混ざっているなどを疑う必要があります。
山の形についての考察は下記を参考にしてください。
参考文献:ヒストグラムの種類と分析のコツ (https://www.rakutel.jp/column/2020/0905.php)
参考文献:標準偏差とは? (https://data-viz-lab.com/standarddeviation)
品質管理において重要なのは次の点です。
・平均値 ± 1σ内にデータの68%が入る
・平均値 ± 2σ内にデータの95%が入る
・平均値 ± 3σ内にデータの99.73%が入る
※データが左右対称の場合
このことから、データが規格に対して余裕があるのか、もしくは規格を超える場合があるのかを判断することが出来ます。これを表す指標を工程能力指数と呼びます。品質の安定性を測るために重要な指標ですので、覚えておくと良いです。
参考文献:工程能力とは? (https://aoigk.co.jp/column/process-capability/)
5. 散布図
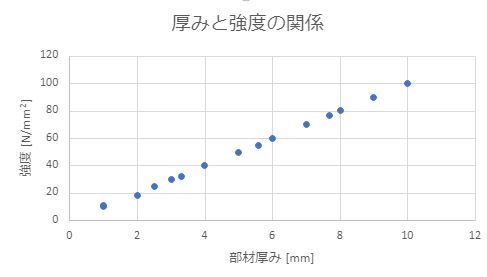
散布図はある事象に対して二つのデータの関連性を調べるときに使います。具体的には「板の厚みと強度の関係」「フィルムの溶着温度と接着強度の関係」などがあります。
この因果関係を把握すると、規格範囲内の強度を出すためには、このくらいの厚みが必要だということがわかります。
ここで、関連性について3つのパターンを紹介します。
①正の相関
ある値が大きくなるにつれて、比較している値も大きくなるという関係性です。この例では強度を強くしたい場合は、厚みを厚くすれば良いということになります。
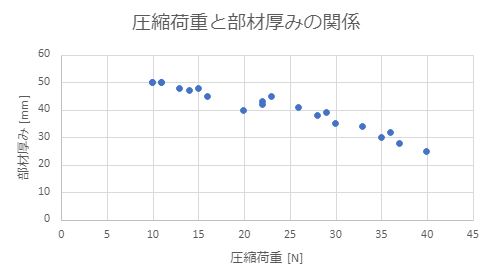
②負の相関
ある値が大きくなると、比較している値が小さくなるという関係です。この例では、厚みを小さくしたかったら、圧縮荷重を大きくすれば良いということです。
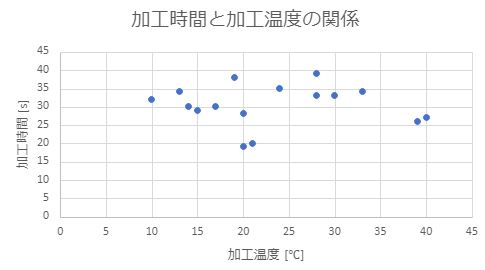
③相関無し
二つのデータに相関関係が無い場合です。この例では、加工時間を短縮したい場合、加工温度を変化させても意味がないということになります。
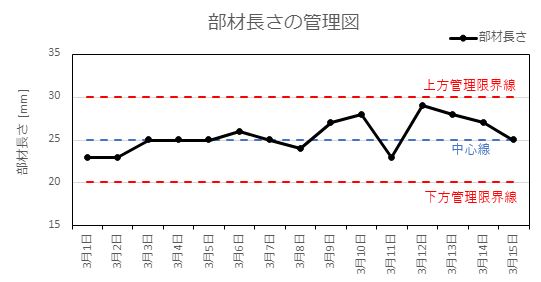
6. 管理図
管理図は品質の管理状態を時系列で表現した折れ線グラフです。横軸に日付や時間などの一定のサンプル周期をとり、縦軸に管理したい値を記します。さらに目標値を中心線に、その上下に交差を表す上方管理限界線(UCL)と下方管理限界線(LCL)を配置します。
この折れ線グラフの推移から工程の異常を把握し、対策を打つことができます。
ここでは部材の長さの管理図を例に挙げます。日付ごとに製品の部材長さを測定したものが折れ線グラフで記入されています。そこに中心線とUCL, LCLが記載されています。UCLの値は+3σ、LCLの値には-3σが使われます。
この部材長さの推移を見ることで異常を判定することができます。具体的な判定方法は下記を参考にしてください。
参考文献:管理図とは? (https://backlog.com/ja/blog/what-is-a-control-chart/)
7. チェックシート
チェックシートはあらかじめチェックする内容を決めておき、その内容を記入していく表です。チェックシートには記録用チェックシートと点検用チェックシートがあります。記録用チェックシートはパレート図作成のためのデータ収集に使われます。点検用チェックシートはチェック項目の抜け漏れ防止のために使用します。
それぞれの具体例を見てみましょう。
・記録用チェックシート
各機械停止原因が何回発生したかを記録するシートです。
生産現場の作業者がこれを記録し、このデータをもとに品質管理担当者がパレート図などを作成するという流れが一般的です。

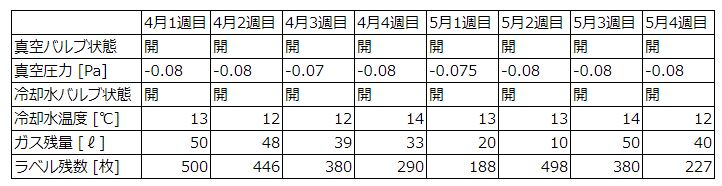
・点検用チェックシート
機械のユーティリティーや部材残数の状態などをチェックするシートです。定期点検・定期メンテナンスで生産現場の作業者が使用する場合が多いです。
QC7つ道具で課題を見える化しよう
品質管理においてQC7つ道具は必須の知識です。工場での品質向上・歩留まり改善に取り組むときに、QC7つ道具を使いこなせれば簡単に問題点を発見できます。取得したデータのまとめ方やQC7つ道具の使い方に迷ったときは、ロボカルまでお問い合わせください。
あわせて読みたい関連記事:5sとは?5sに効率的に取り組むために産業用ロボットを導入しよう